Повреждение высокоглиноземистых кирпичей на верхней части электропечи
Высокоглиноземистые огнеупорные кирпичи для крыш электродуговых печей — это огнеупорные изделия, изготовленные из бокситового клинкера и небольшого количества глины, с содержанием Al2O3 более 65%, используемые для крыш электродуговых печей. Первоначально для выплавки некоторых специальных сталей в качестве крыш печей как в основных, так и в кислых электродуговых печах использовались кремнеземистые кирпичи. Кремнеземистые кирпичи обладают высокими температурами размягчения под нагрузкой, малой массой и могут выдерживать крышу печи без разрушения при температурах плавки в течение длительного времени. В ранней Британии для крыш небольших электродуговых печей использовались силлиманитовые кирпичи. Другие варианты включают равномерное термическое расширение, низкий коэффициент линейного расширения и отсутствие необходимости в деформационных швах. Однако из-за того, что их цена в 3-4 раза выше, чем у кремнеземистых кирпичей, их использование не получило широкого распространения.
Высокоглиноземистый огнеупорный кирпич для крыш электродуговых печей
Высокоглиноземистый огнеупорный кирпич для крыш электродуговых печей. С развитием технологии плавки в электродуговых печах (ЭДП), использованием кислорода для плавки и рафинирования, температура плавки постоянно повышалась, а объемы ЭДП увеличивались. Расплавленные капли с кремнеземистых кирпичных покрытий стали появляться, стекая на стенки печи и влияя на срок их службы и состав шлака. При использовании извести для корректировки состава шлака, образующаяся известковая пыль еще больше усугубляет коррозию кремнеземистых кирпичей. Начиная с 1960-х годов, в Соединенных Штатах проводились эксперименты с обожженными магнезиально-хромовыми кирпичами, хромомагнезиальными кирпичами, специальными магнезиальными кирпичами и доломитовыми кирпичами, используемыми в крышах ЭДП для производства специальной стали. В печах мощностью от 5-8 тонн до 100-160 тонн отслаивание кирпича было повторяющейся проблемой. Хотя встраивание стальных листов в кирпичные швы могло предотвратить отслаивание, это приводило к утечке электричества и локальному перегреву. В больших печах кирпичи деформировались из-за чрезмерного веса, что требовало добавления механических несущих конструкций. Хотя обычные кирпичи обладают лучшей шлакостойкостью, чем высокоглиноземистые кирпичи… Испытания не дали идеальных результатов; срок службы был даже меньше, чем у высокоглиноземистых кирпичей для крыш печей, а стоимость была выше.
Из-за нехватки бокситовых ресурсов бывший Советский Союз мог разрабатывать только обычные кирпичи для крыш печей. В 1970 году доля стали, используемой в электродуговых печах, в Советском Союзе составляла всего 9,2%, в то время как доля обычных кирпичей для крыш печей, используемых в электродуговых печах, достигла 95%.
Китай начал использовать высокоглиноземистые кирпичи для крыш электродуговых печей в 1953 году благодаря своим обильным природным бокситовым ресурсам. Простой процесс производства и низкая стоимость создали благоприятные условия для широкого использования, заменив таким образом кремнеземистые кирпичи.
Характеристики высокоглиноземистых кирпичей для крыш электродуговых печей
Технические характеристики высокоглиноземистых кирпичей для крыш электродуговых печей варьируются в зависимости от содержания Al2O3. В Китае они классифицируются на три марки: DL-80, DL-75 и DL-65, с стандартизированными конструкциями для типов кирпичей и способов укладки.

Кристаллическая фаза высокоглиноземистых кирпичей для крыш печей – муллит-корунд. Высокосортный кирпич DL-80 в основном состоит из корундовой фазы, обладающей высокой огнеупорностью и хорошей устойчивостью к различным шлакам.
Коэффициент теплового расширения высокоглиноземистых кирпичей, используемых в крышах электродуговых печей, увеличивается с повышением температуры, особенно для высококачественных кирпичей, достигая 0,8%-0,9% при 1200℃.
Из-за различий в кристаллической структуре основной кристаллической фазы количество и вязкость стекловидной фазы в высокоглиноземистых кирпичах, используемых в крышах электропечей, варьируются, что приводит к различным модулям упругости и деформациям под напряжением при высоких температурах. Например, высокоглиноземистые кирпичи, изготовленные из боксита с содержанием Al2O3 85–86%, демонстрируют изменяющиеся модули упругости в зависимости от температуры, достигая максимальных значений (6,69 МПа и 8,97 МПа) при 1230℃ и 850℃ соответственно, при этом модуль упругости выше при охлаждении, чем при нагреве.
Ключевые технологические моменты для высокоглиноземистых кирпичей в крышах электропечей
Выбор высококачественного, высокочистого и хорошо спеченного боксита. Использование небольшого количества связующей глины с хорошей пластичностью и низким содержанием примесей, таких как K2O, Na2O и Fe2O3. Глину добавляют в виде суспензии с максимальным критическим размером частиц 4-3 мм для клинкера. Для формования используются высокотоннажные прессы, чтобы предотвратить расслоение раствора. Размеры кирпичей строго соответствуют чертежам, чтобы избежать скручивания и растрескивания.
Использование высокоглиноземистых кирпичей для крыш электропечей
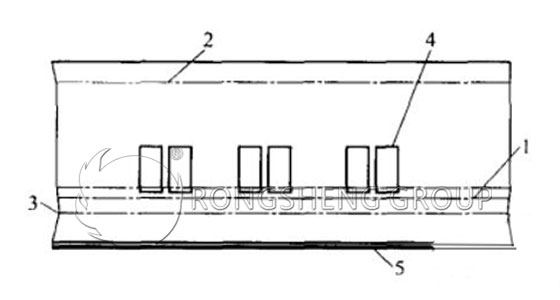
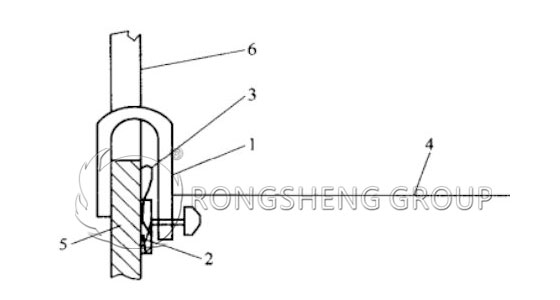
При строительстве крыши печи необходимо равномерно распределять нагрузку и оставлять соответствующие деформационные швы в радиальном и окружном направлениях. Кирпичи необходимо обжигать перед использованием. При повреждении отслоением во время плавки предпочтительнее использовать кирпичи более низкого качества; при повреждении от эрозии расплава предпочтительнее использовать кирпичи более высокого качества. Во время непрерывной высокотемпературной плавки необходимо проводить продувку сажи с крыши печи.
Факторы, влияющие на высокоглиноземистый кирпич в крышах электропечей
Основными причинами повреждения высокоглиноземистого кирпича в крышах электропечей являются химическая коррозия и отслаивание/царапание кирпичной массы.
Условия эксплуатации высокоглиноземистого кирпича в крышах электропечей чрезвычайно суровы, максимальная рабочая температура составляет 1650℃. Особенно в период восстановления высокоглиноземистый кирпич в крыше печи подвергается воздействию высоких температур в течение длительного времени. После выпуска расплава, при ремонте печи, температура падает до 1350℃. Во время загрузки печи сверху крыша подвергается воздействию атмосферы и быстро остывает до температуры ниже 800℃. Помимо воздействия высоких температур и резких перепадов температуры, высокоглиноземистый кирпич в крыше печи также подвергается коррозии от оксидов, таких как CaO, MgO и FeO, из шлакообразующих и ремонтных материалов печи. Это вызывает многогранное разрушительное напряжение. Степень повреждения зависит от физико-химических свойств высокоглиноземистых кирпичей, их высокотемпературных и механических свойств, а также тесно связана с процессом плавки и конструированием высокоглиноземистых кирпичей в крыше печи.

При осмотре поврежденных фрагментов кирпичей можно выделить примерно три зоны: зону реакции, переходную зону и зону неизмененности. Визуально зона реакции состоит из серовато-коричневых и желтовато-коричневых участков. Серовато-коричневый участок имеет жирный блеск, отличается исключительной плотностью и твердостью. На поверхности зоны реакции образуется слой сажи, по краям – толстый, неравномерно распределенный слой железного шлака. Железный шлак имеет диаметр 1-10 мм, достигая примерно 50 мм в толщину по краям, что является результатом потока расплавленного металла вдоль арочного верха печи в процессе обжига. Переходная зона имеет коричневато-коричневый или желтовато-коричневый цвет, плотную и твердую. Неизменная зона имеет бежевый цвет с видимыми желтовато-белыми частицами клинкера. Высокотемпературная зона реакции имеет длину 15 мм, а переходная зона — 10 мм. В переходной зоне наблюдается образование кристаллов корунда и муллита, а также вторичное муллификацию.
Судя по оставшимся кирпичам, процесс коррозии высокоглиноземистых кирпичей, используемых на крыше электропечи, в основном вызван CaO и MgO из извести, флюорита и металлургического доломитового песка, используемых при производстве шлака и ремонте печи. В зоне реакции также содержится значительное количество оксидов железа, участвующих в реакции. При чрезвычайно высоких температурах сам кирпич не только образует жидкую фазу, но и реагирует с внешним флюсом, в результате чего на поверхности кирпича образуется многокомпонентная расплавленная система. В конце каждого цикла плавки, после 20-25-минутного интервала, когда плавится следующая партия стали, верхняя часть печи быстро охлаждается до температуры ниже 800 °C. На этом этапе из жидких фаз различного состава выпадают различные кристаллы, и охлажденный материал становится стекловидным. При повторном повышении температуры для плавки стекловидный материал плавится, а кристаллическая фаза растворяется. В ходе этого процесса часть расплава стекает в шлак, а часть непрерывно проникает внутрь кирпича и взаимодействует с ним. Это приводит к тому, что неизменные зоны кирпича постепенно становятся переходными зонами, а переходные зоны — зонами реакции, и этот процесс повторяется многократно, вызывая непрерывный износ кирпича.
Износ высокоглиноземистых кирпичей в верхней части электропечей происходит не только из-за химического воздействия; во время плавки кирпичи часто отслаиваются или шелушатся. Наблюдение за высокоглиноземистыми кирпичами после использования показывает, что отслаивание вызвано поперечными трещинами, возникающими в результате быстрого сжатия переходных зон. Основная причина заключается в том, что примеси и флюс из исходных кирпичей переносятся на холодный конец высокоглиноземистых кирпичей, накапливаясь в переходной зоне. При высоких температурах образуется большое количество жидкой фазы. Одновременно, под воздействием внешних примесей и высокой температуры, корунд перекристаллизуется и растет в переходной зоне. Это особенно характерно для случаев, когда процессы кристаллизации и перекристаллизации корунда и муллита в высокоглиноземистых кирпичах недостаточны, что приводит к увеличению усадки при рабочих температурах. Кроме того, существуют различные причины, связанные с процессом плавки.
В целом, повреждения высокоглиноземистых кирпичей в крышах электропечей в основном обусловлены химической коррозией и отслаиванием/царапанием кирпичного тела. Однако с точки зрения химической коррозии предпочтительны высокоглиноземистые кирпичи с содержанием Al₂O₃ не менее 75%. Отслаивание/царапание высокоглиноземистого кирпичного тела сокращает срок службы крыши печи, что является неизбежным следствием химической коррозии. Колебания температуры печи являются условием, вызывающим растрескивание и отслаивание/царапание.
На основе анализа повреждений высокоглиноземистых кирпичей в крышах электропечей, для увеличения срока службы крыш электропечей необходимо улучшить качество высокоглиноземистых кирпичей, стремясь к производству высокочистых, высокоплотных и трещиностойких кирпичей для крыш электропечей. В то же время, на основе текущих обновлений и усовершенствований огнеупорных кирпичей для крыш электропечей, огнеупорный материал для крыш электропечей может быть изготовлен в виде необожженных сборных блоков с использованием хромокорундового литьевого материала в качестве цельного сборного материала, что устраняет недостатки растворных швов и эрозионной стойкости, возникающие при использовании высокоглиноземистых кирпичей для стыковки.